CHROMATIC TECHNOLOGIES
http://www.ctiinks.com/
Their DynaColor thermochromc reversible inks all work the same way: below the activation temperature they are colored and above the activation temperature they are clear or lightly colored. In addition to their standard 15 C, 31 C (body-heat activated), and 45 C temperatures, CTI can formulate custom temperatures between -5 C and 65 C upon request (at additional cost).
List of colors.
SCREEN* |
|
| Cold Color | Warm Color |
| Black (426) | Colorless |
| Blue (286) | Colorless |
| Red (185) | Colorless |
| Orange (172) | Colorless |
| Green (341) | Colorless |
| Magenta (226) | Colorless |
| Purple (2593) | Colorless |
Aqua (326) |
Colorless |
| Green (362) | Yellow (3965) |
| Orange (158) | Yellow (604) |
| Purple (273) | Pink (2375) |
| Burgundy (506) | Blue (306) |
For textiles, you need the PLASTISOL (textile screen print inks)
How do you work with them???
1. Screen-print or paint-on (but painting will rarely give you an even color).
2. They need to be cured at the RIGHT TEMPERATURE
3. You need mineral spirits to clean the screen and tools.
Read this:
General Information About Plastisol Inks
Curing Plastisol Inks
Curing plastisol inks is a matter of exposing them to the proper amount of heat for the correct length of time. Correct curing of plastisol ink is extremely important. The most common problem encountered with plastisol inks is poor washability. In almost every case, this is due to incomplete ink cure.
When plastisol is heated, the resin particles absorb the surrounding liquid (plasticizer) and swell, merge with each other and form a tough, elastic film. It is generally impossible to overcure direct prints because the overcure temperature is above the scorching point of the garment. However, it is not recommended that you heat the ink layer above 350º F (176º C). Above this temperature puff inks fall like a cake when you slam the oven door, and problems with dye migration are greatly increased. If the entire thickness of the ink is not brought to the correct curing temperature the ink will be under-cured (the resin has not absorbed all of the plasticizer) and the ink will crack and flake off the garment when washed.
Temperature
Plastisol will start to become dry to the touch or gelled (also called semi-cured) between 180-250º F (82-121º C). It becomes fully cured between 280-320º F (138-160º C), depending on the type of plastisol. The temperature at which the ink becomes fully cured is called the fusion temperature. Most Union Ink plastisol inks cure at 300º F (149º C). Check the Technical Data Sheet for each Union Ink plastisol for complete instructions.
(Source: How Stuff Works)
You've seen color-change technology in a variety of forms: in the "mood rings" of the '70s, the stress testers of the '80s, and the forehead thermometers of the '90s. You may have seen printed garments that change color outdoors, and you may not even realize that those convenient on-package battery testers are screen-printed color-changing inks.
The two major groups of color-changing inks are thermochromic, which change color in response to temperature fluctuations, and photochromic, which respond to variations in exposure to UV light (primarily sunlight). Both materials are reversible and will change colors over and over again with the appropriate exposure. Other, emerging color-changing technologies include hydrochromics, which change in response to water, and piezochromics, which change color in response to pressure.
Thermochromics: Temperature-sensitive inks
The two types of thermochromic inks are liquid crystals and leucodyes. The most famous thermochromic application ever, the "mood ring," was a liquid crystal. Today, liquid crystals are used in many products, including aquarium thermometers, stress testers, and forehead thermometers. Unfortunately, liquid crystal thermochromics are very difficult to work with and require highly specialized printing and handling techniques.
Leucodye thermochromics are used in a wide range of applications because they add value in unique ways. Some products printed with leucodye thermochromic inks change from one color to
another, rather than transitioning from colored to clear. This is achieved with
an ink that combines a leucodye with a permanent-colored ink formulation. For
example, the ink manufacturer may formulate a green ink by adding a blue
leucodye to a yellow ink. In its cool state, the printed ink layer is green, and
once warmed, reverts to yellow as the leucodye becomes clear or translucent.
Leucodyes can be designed to change color at various temperature ranges, from as
low as -13°F (-25°C) up to 150°F (66°C). A wide range of colors is also available.
Read more...
General tips:
- for textiles, use Plastisol inks
- limited colors are available
- CTI sells in large quantities (1/2 gallon minimum)
- inks change from COLOR (cold) to COLORLESS (warm)
- you can change from color to color by adding other inks and using concepts of color theory (red and yellow gives you orange, when the red turns clear, you are left with yellow)
- Plastisol inks should be screen printed or can be applied with brushes, spatulas etc...
- Clean everything with mineral spirits
- Work in well-ventilated facilities and wear gloves etc...
- Plastisol ink must be CURED at the proper temperature to be set
- It becomes fully cured between 280-320º F (138-160º C), depending on the type of plastisol.
- You can use a heat gun (for a few seconds: do test strips first) or an iron (from the reverse side)
How to make an electronically controlled display?
You can use resistive heating (passing electricity through a conductive material that also has some resistance) to create heat!
The basic concept is explained in this great article from How Stuff Works:
battery testers.
You can use conductive threads instead of the conductive ink!
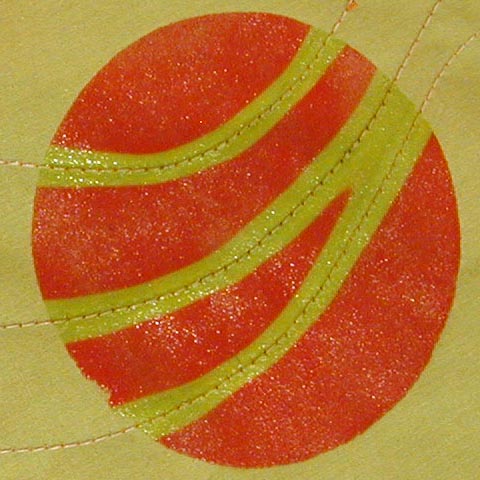
This is an early example of
my work, using this principle:
BEFORE and AFTER
This is simple idea but very tricky to pull off. You need to consider:
- surface area to heat
- thickness of material (cotton will behave differently than silk)
- amount of energy needed to achieve the correct temperature
- V = I * R (voltage equals current times resistance)
- the resistance of your yarn (I useually work with custom-manufactured yarns from Germany
that have 200-400 Ohms per meter). Bekaert used to have a great VN yarn but they don't make it anymore.
Easy place to get conductive yarns in Canada (this one is about 100 Ohms per meter):
Lame Lifesaver!
and a great place to start for conductive fabrics:
Less EMF! (pricey but lots of great stuff)
You can also work with conductive silver metallic organza
(Just bring your multimeter to the fabric store to make sure it's real silver not lurex!!!):
one example
Note that this is good for connections but not for resistive heating. It is not resistive enough!